
The Screw Flaring Tool.
There are two kinds of screw flaring
tools: one threaded and the other with a plain die. The stem of the
plunger on the screw flaring tool is threaded so that its pointed end
is forced into the tube by turning instead of by tapping with a
hammer.
The screw flaring tool also has the advantage of the tube
being visible, so it is easy to determine when the flare is
completed.
The Combination Flaring Tool.
The combination flaring tool is
designed to single-flare all grades of aircraft tubing including
stainless steel.
This tool can also form double-lap flare in
aluminum and copper tubing.
The component parts of the combination
flaring tool are: clamp blocks, a rotor that incorporates a punch for
forming double-lap flares, and a cone-shaped punch for forming single
flares. With each tool, there are two sets of die blocks; each set
has four accurately machined grooves to accommodate four different
sizes of tubing.
The two sets of die blocks make it possible to
flare eight different sizes of tubing. A clamp screw is used to hold
the tube between the die blocks, and a compression screw is located
in front of the dial containing the flaring punches. A slide stop is
used for setting the tube for the proper depth of flare.
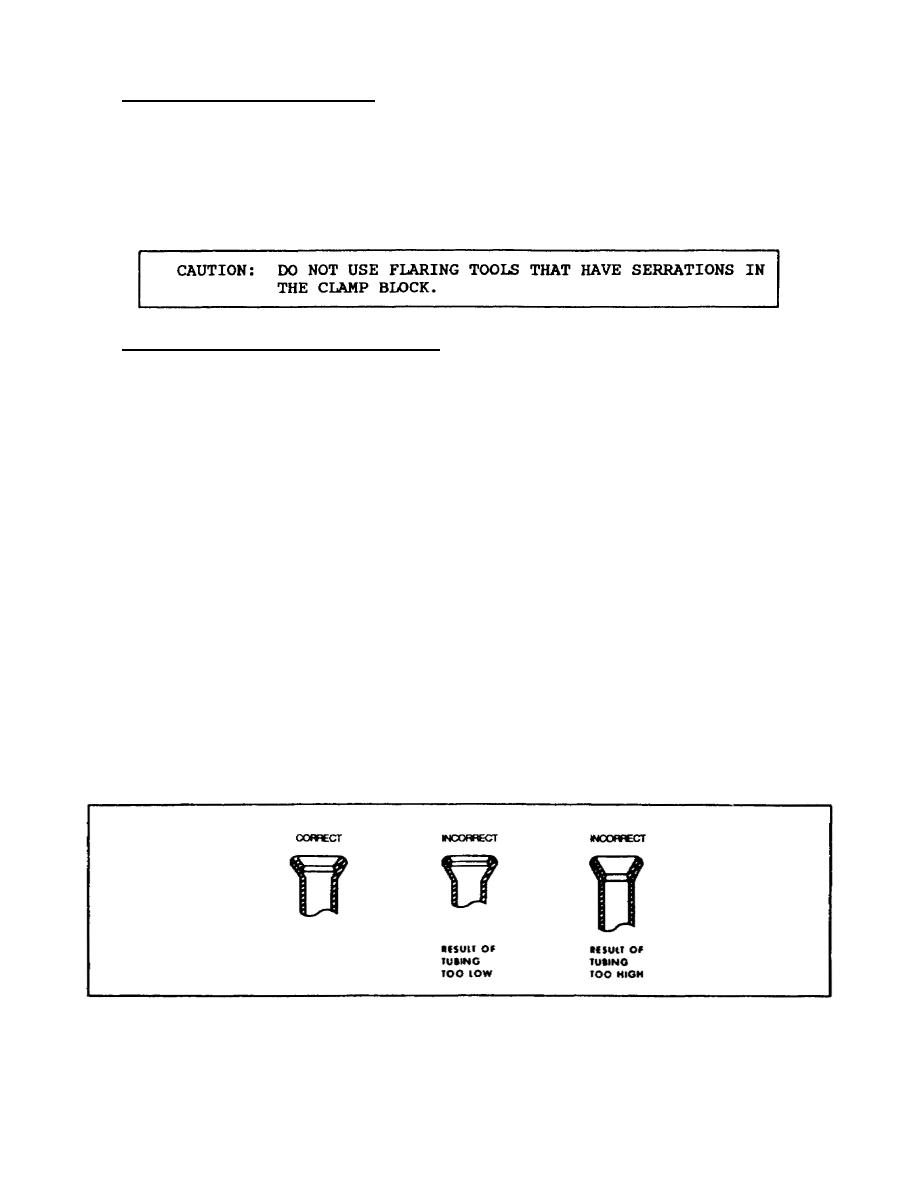
DOUBLE FLARES
Double flaring is required on all 5052 aluminum alloy tubing with
less than 1/2-inch OD. The double flare provides a double thickness
of metal at the flare itself.
This double thickness reduces the
danger of cutting the flare by overtorquing during assembly and also
minimizes the danger of flare failure.
Examples of correct and
incorrect double flares are shown in Figure 2-9.
Figure 2-9.
Correct and Incorrect Double Flares.
42
AL0907

 Previous Page
Previous Page
